
Csapos szerszámaink készülhetnek teljes vagy részleges szuperabrazív réteggel, melyet egy nagy precizitású hordozóra szerelünk. Ezzel megkönnyítjük a szerszámcserét, valamint a megmunkálás során nincs szükség köszörűtüske alkalmazására a szerszám befogásához. Ez a szerszámcsalád elsősorban furatok, hornyok és szűk munkaterű alkatrészek nagy teljesítményű megmunkálására lett kifejlesztve.
Elérhető alaptestek: alumínium, acél, karbon
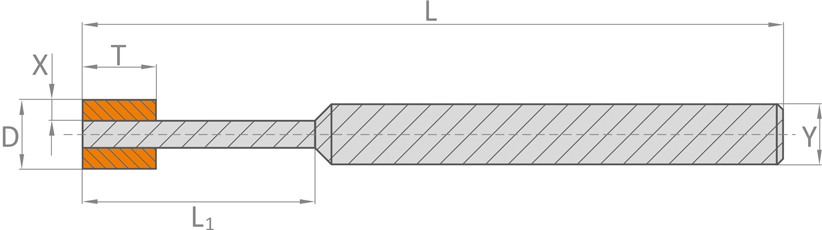
1A1W alak-
Egyenes palástprofilú csapos szuperabrazív korong
DxTxXxYxL, DxTxL1xYxL, DxTxYxL
| Méretek | Kötés típusa | |||||||||
| D | T | X | L1 | Y | L | Bakelit | Kerámia | Fém | Hibrid | Galván |
| 1 | 5 | 10 | 3 | 40/55 | • | |||||
| 1,5 | 5 | 12 | 3 | 40/55 | • | |||||
| 2 | 5 | 12 | 3 | 40/55 | • | |||||
| 2,5 | 5 | 16 | 3 | 40/55 | • | |||||
| 3 | 5 | 16 | 3 | 40/55 | • | |||||
| 3,5 | 5 | 3 | 40/55 | • | ||||||
| 4 | 5 | 3 | 40/55 | • | ||||||
| 4,5 | 5 | 3 | 55 | • | ||||||
| 5 | 6 | 3 | 55 | • | ||||||
| 6 | 6 | 3 | 55 | • | ||||||
| 6 | 6/10 | 1,5 | 20 | 6 | 70 | • | • | |||
| 7 | 6/10 | 2 | 20 | 6 | 70 | • | • | |||
| 7 | 8 | 6 | 60 | • | ||||||
| 8 | 6/10 | 2 | 20 | 6 | 70 | • | • | |||
| 8 | 10 | 6 | 80 | • | ||||||
| 9 | 6/10 | 2 | 20 | 6 | 70 | • | • | |||
| 9 | 10 | 6 | 80 | • | ||||||
| 10 | 6/10 | 2 | 20 | 6 | 70 | • | • | |||
| 10 | 10 | 6 | 80 | • | ||||||
| 12 | 6/10 | 2 | 20 | 6 | 70 | • | • | |||
| 12 | 10 | 6 | 80 | • | ||||||
| 14 | 6/10 | 2 | 20 | 6 | 70 | • | ||||
| 15 | 6/10/12 | 2 | 20 | 6/8 | 70 | • | • | |||
| 15 | 10 | 8 | 80 | • | ||||||
| 18 | 6/10/12 | 2 | 20 | 6/8/10 | 70 | • | • | |||
| 20 | 6/10/12 | 2 | 20 | 6/8/10 | 70 | • | • | |||
Szabványos rétegvastagságok (X): 1,5mm / 2mm.
A vágósebesség a szerszámok egyéb tulajdonságainak figyelembevételével 20m/s és 120m/s között lehetséges.
A fenti táblázatban szereplő értékek a gyártó partnereink ajánlott és jellemző méretei, egyedi igények esetén azoktól való eltérésre van lehetőség.
Az egyes anyagminőségek hatékony megmunkálásához kérje technológiai tanácsadóink vagy műszaki értékesítőink ajánlatát.

